Hi again guys,
Following my earlier post about bed adhesion on my Ender 3 S1 Pro, for PLA I need to keep the bed temp above 78^C (when using the PEI sheet), otherwise I have bed adhesion issues (lack of adhesion).
80^C seems to work for me.
Next problem I have come accorss is as per the photo. What would cause the edges to curl up? Could it be too much fan? Its currently on the suggesdted 100% for PLA.
I have found that if I add a brim to the print, the issue is significantly reduced. There is a 1.5mm fillet on the edge of the box. On the straight edges the radius is fine (without the need to print supports), but the edges are pulling off the bed…
My thoughts so far are a) fan speed, or b) bed not hot enough.
I’m seriously surprised PLA is giving you so much trouble! Your warping looks more like ABS or something like it. People used to try printing PLA on unheated beds, and it usually worked! I’ve got a few ideas though:
PEI gets “stickier” the hotter it gets, and you’re already quite hot for PLA, but if you have a temperature sensor you trust, I’d stick it on the surface of the bed and make sure the actual surface temperature is getting to at least 60.
What sort of filament are you using? I usually stick to good brands like Polymaker rather than iffier ones like eSun because the last thing I want is another source of error to worry about
Is the printer in a drafty area? Try and minimise the movement of cold air past the print, and hopefully it’ll want to warp less. The extension of this idea is getting a cheap enclosure, here’s one I used to print 2KG of ABS parts with brims with barely any warping: 3D Printer Enclosure,Creality 3D Printing Enclosure,Ender 3/Ender 5 plus
You could try roughing up the surface with a fine sand paper. I use smooth PEI sheets on my printers, so I had even more trouble with ABS warping than if I picked a textured sheet like yours, unsure how much it’d help in your case.
Send through a flash photo of your first layer. textured sheets generally need more “squish” in order to force the plastic into the valleys in the textured surface. Maybe just drop it by 100 or 200 microns and see what that does.
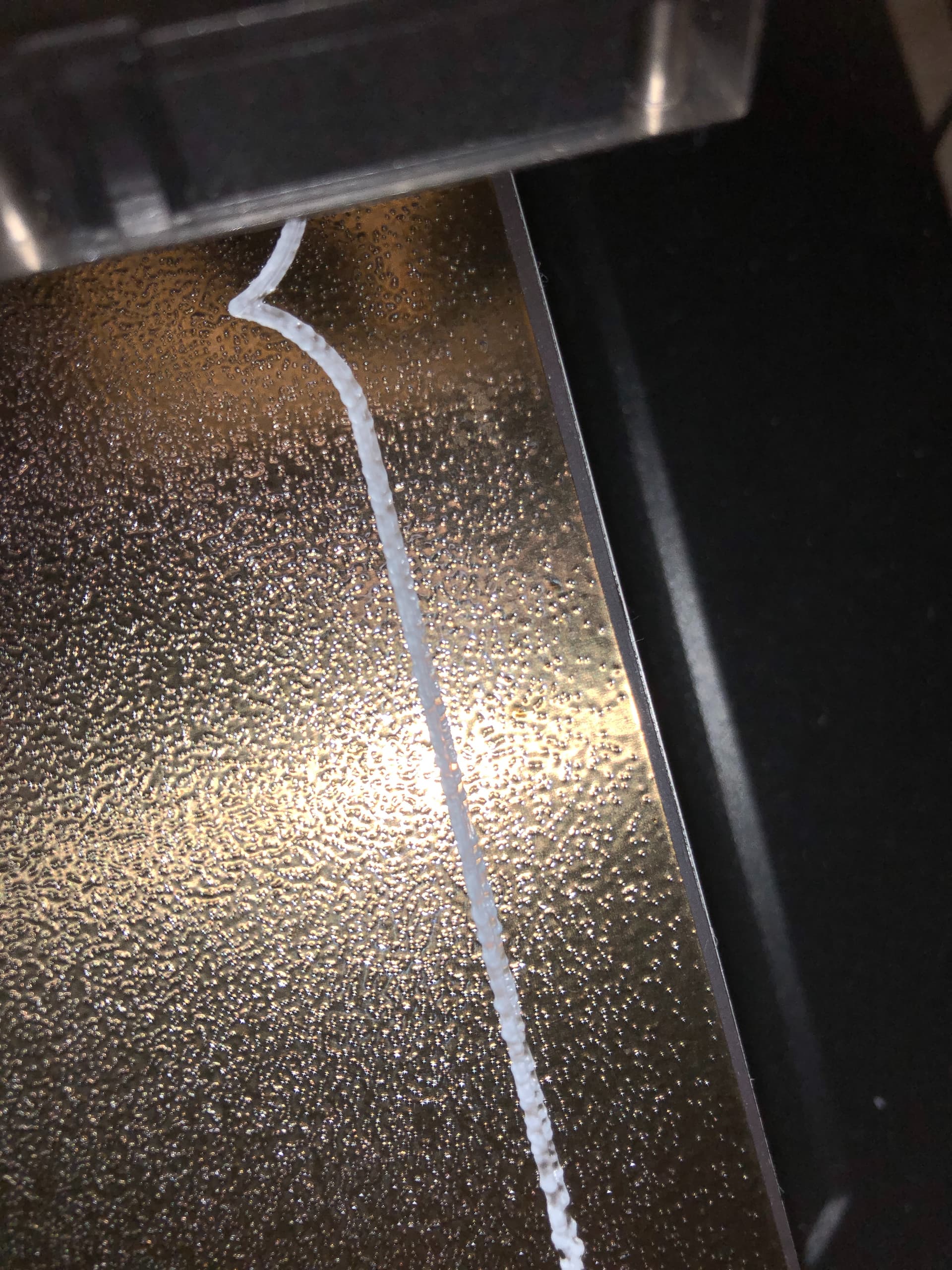
Your PEI looks black (probably a thin film of PEI on top of spring steel that’s been coated black) but I’m wondering whether it’s actually PEI. There was a fiasco a while back regarding overseas sellers marketing other beds as PEI. You could tell by the colour: real PEI is a bit gold, placed over spring steel it looks like this:
If you’re feeling brave, you could try chopping off a couple millimeters of the top layer from the corner of the bed to be sure, but this is the last thing I’d worry about.
Keen to get to the bottom of this one with you! I’m sure you can tell 3DP questions get me going
-James
If anything, that bed is too hot. However that might be because the bed temperature is not reading correctly. The temperature is read close to the heater element, not the print surface, so that the surface that you are using can affect the reading. If you have to raise the temperature in order to get the first layer to adhere that might be because the surface hasn’t warmed up to the indicated temperature when you start. Preheating the bed for at least 5 minutes before starting the print might help.
The reference below addresses the exact problem you are having. It’s like a brim, but directly affecting the corners. The solution applies to Cura, but you can adapt the idea to whatever slicer you are using, or they may be a similar feature already available.
I have my fan speed start at 0 for the first layer, then ramp up to 100 over the next 2-5 layers.
Make sure you’ve got something like that set up too. PLA likes lots of fan, and your fans don’t seem particularly big, so I’d stick with 100 for nice looking PLA prints.
Thanks guys.
My PEI sheet is definately a gold colour, see attached photos. Its also a dapled / rough surface, not smooth.
I have currently got 4 boxes on the printer printing - I put a brim on them to help the corners stick and that worked for printing 1 box in the middle of the bed.
When printing 4, its a tight squeeze so uses all the available bed. 1 corner has started to lift. I have up’d the bed temp to 85^C (it was set at 80-^C) and placed a little UHU glue stick under the lifted corner to stick it back down - I’ll see what happens.
Looking closely at the pictures, Im wondering if I need to lift the front right corner of the bed slightly. If thats the case I am somewhat perplexed as to why the auto-leveller isnt compensating for this small difference in level???
For some reason, I really can’t tell whether that corner is too low, or too high! I’m used to a smooth surface where a “beady” extrusion mean’s your head is too high, but in this case, maybe it’s a bit too low, and the filament is building up pressure in the nozzle and spurting out in the “valleys” of the textured surface.
How does the standard paper test come out in that corner? (move the head over there, how easily can you slide printer paper or a sticky note underneath it.
I went back to basics again and re-levelled the bed, manually with a piece of paper. It was a little out, but not a lot and certainly should have been within the tolerences of the auto bed levelling mesh. Either way, its as spot on as I can get it now.
Interestingly enough, once Id levelled the bed manually and then run the auto bed levelling routine, the first layer didnt get anywhere near close enough to the bed… I had to manually adjust the Z axis by maybe -0.5mm, maybe a bit more!
Once Id printed a few single layers around the edge of the bed (tweaking the Z axis as I went), I was happy the bed was level and the Z axis looked right. I think it was too low before.
The only unknown now was the bed temp. I went out and bought an infra-red temp sensor thingy and started measuring… When the software is set to 85^C, the centre of the bed hits around 78^C, but interestingly enough, the bed temp seems to proportionally fall away with distance from the bed. To the extent that the edges of the bed are maybe only at 72 - 74^C.
Back to my boxes that I needed to print - 4 boxes fill the whole bed, with just enough room for a brim around the edge.
49 hours of printing later and I now have the best 4 boxes Ive printed.
I still have questions though.
I did read that my GCode should contain “M420 S1 Z10” right below the G28 Home line to instruct the printer to use the mesh from the bed levelling routine - It appears that this raises the nozzle height too high and then requires me to bring it back down again, otherwise the PLA doesnt get anywhere close to sticking to the bed. Just wondering if you guys use this, or whether I should take it back out again?
More test printing to do I think to see if the bed re-levelling or Z height ajustment was the key, or maybe both!?!?